Hydronix Ltd
ADDRESS
ADDRESS
Categories
CATEGORIES
- Automation and Control
- Process control equipment
- Temperature/thermal imaging systems
- Concrete Plant and Equipment
- Batching plants
Categories
-
- Quality Control Equipment
- Sampling/testing equipment
ADDITIONAL DETAILS
ADDITIONAL DETAILS
Categories
Hydronix is the world’s leading manufacturer of digital microwave moisture sensors.
Hydronix offers a range of sensors designed for the harsh environment of the concrete industry and will suit most installations.
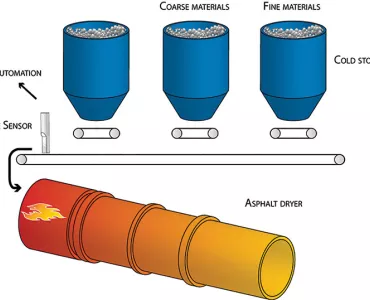
Sensors can be installed in or under aggregate bins, above conveyors or in concrete mixers. Connection to a control system or moisture display is simple and the sensors are easily calibrated using software. These sensors are easy to integrate into your new or existing system and give a very fast return on investment.
The sensors are built to last and are easily calibrated, configured, and controlled remotely over a wide area network.
Why microwave technology?
One of the major sources of inconsistency in concrete production is the changing moisture content of sand and aggregates. However, microwave moisture sensors enable the measurement of the moisture content with a high degree of accuracy (usually in the range of +/-0.2%).
The microwave technique is the most suitable for measuring moisture in concrete production due to its accuracy and the fact that it is not affected by dust, colour, impurities, or particle size.
Benefits of moisture measurement
Controlling the moisture throughout a process has many benefits, such as
- increased product quality,
- maintain moisture targets,
- reduced waste, cost and energy,
- improve efficiency.
Moisture control improves quality and increases profitability. Material costs are reduced, and production yield increases. In addition, the reduced number of sub-standard batches, wear parts, and energy savings all increase profitability.
Downloads
-
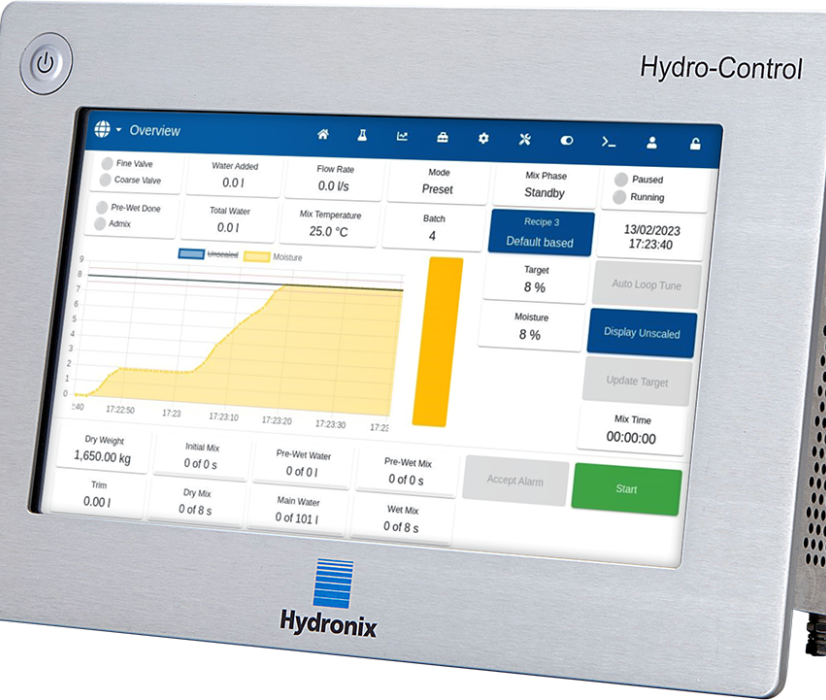 Hydro-Control - water controller
Hydro-Control - water controller
-
 Hydro-Mix moisture sensor in a concrete mixer
Hydro-Mix moisture sensor in a concrete mixer
-
 Hydro-Mix - moisture sensor for concrete mixers
Hydro-Mix - moisture sensor for concrete mixers
-
 Hydro-Probe moisture sensor mounted in an aggregate bin
Hydro-Probe moisture sensor mounted in an aggregate bin
-
 Hydro-Probe Orbiter - moisture sensor for planetary mixers
Hydro-Probe Orbiter - moisture sensor for planetary mixers
-
 Hydro-Probe Orbiter - moisture sensor on an aggregate conveyor
Hydro-Probe Orbiter - moisture sensor on an aggregate conveyor
-
 Hydro-Probe - moisture sensor installed on an aggregate conveyor
Hydro-Probe - moisture sensor installed on an aggregate conveyor
-
 Hydro-Probe - moisture sensor on a sand conveyor
Hydro-Probe - moisture sensor on a sand conveyor
-
 Hydro-View - moisture sensor display and management
Hydro-View - moisture sensor display and management
-
 Hydro-Probe Orbiter - moisture sensor for concrete mixers
Hydro-Probe Orbiter - moisture sensor for concrete mixers
-
 Hydro-Probe - moisture sensor for aggregates
Hydro-Probe - moisture sensor for aggregates
-
 Hydronix product range overview
Hydronix product range overview












|