Controlling Costs By Controlling Moisture
The importance of moisture control in asphalt production
In the current economic climate asphalt producers are not only under increasing pressure to maintain or reduce costs, but also have to bear in mind the ever-growing need to reduce the environmental impact caused by the manufacture of their products. Whether a producer is making hot-mix asphalt (HMA) or warm-mix asphalt (WMA), moisture control brings immediate and quantifiable cost savings in terms of both materials and energy.
While asphalt production is probably never going to be classified as environmentally friendly, by controlling moisture during the process, fuel consumption and the production of pollutants and greenhouse gases can also be reduced with obvious benefits.
Moisture variation in aggregates
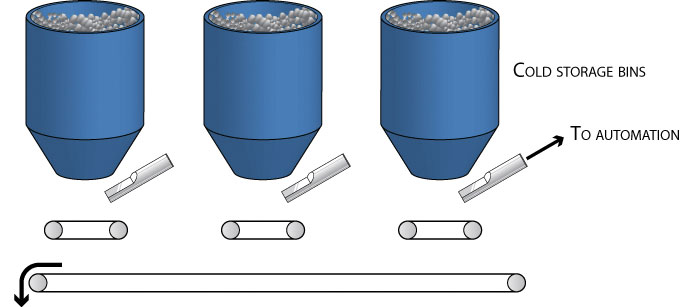
Each type and size of aggregate will hold different amounts of moisture. Fine aggregates, for example, hold more moisture than coarser aggregates. Other factors, such as weather and storage conditions, will also affect moisture levels, with aggregates at the bottom of the bin typically retaining more water than those at the top.
In an ideal scenario a moisture sensor would be installed in or underneath each aggregate bin, continually measuring the moisture levels of each aggregate as it exits the bin. Once moisture levels are known the wet weights for each aggregate can be adjusted to ensure that the correct dry weight proportions of each aggregate are fed into the process. This ensures that mix designs can be more strictly adhered to, thereby increasing overall product quality and giving greater accuracy over burner control.
In practice, however, there is usually little or no moisture control installed. Instead, the dryer’s exhaust temperatures are typically measured and used as feedback information for the burner control. There is usually only manual correction for aggregate proportion variation due to moisture, which can lead to issues when aggregate moistures change unexpectedly. By installing moisture sensors in or underneath the bins, the producer can make real-time adjustments that will result in immediate cost savings in raw materials, as well as potentially reducing energy costs and associated emissions.
The immediate benefits of moisture control include:
- Increased yield and reduced asphalt binder/foaming agents through correct measurement of moisture in materials.
- Dryer rate can be adjusted for the incoming moisture content of aggregates, resulting in energy savings.
- The correct aggregate temperature aids optimum adhesion between the binder and the aggregates.
- Reduced emissions and pollutants.
Warm-mix asphalt – low-energy asphalt and foamed asphalts
Warm asphalt production requires a higher degree of accuracy in aggregate proportioning to ensure asphalt quality when compared with HMA. With the move towards more WMA production because of the associated economic and environmental benefits, the addition of moisture control should become a standard system requirement.
The gradation of combined aggregates and the properties of the asphalt paving mixture are determined largely by the amount of aggregate fed by each cold-feed bin to the burner. Smaller aggregates absorb more moisture than larger aggregates, so any variation in moisture will produce an error in the ratio of combined materials on the cold-feed belt. This results in a change in the density of the asphalt which affects the finished product. As moisture levels rise, the relative proportion of finer materials will fall, causing a reduction in density.
Furthermore, the role of water in the process is essential to achieve the desired foaming effect when mixed with the binder and other additives. Accurately knowing the amount of water in the aggregates and/or recycled asphalt planings (RAP) before it/they enter the mixer allows the producer to adjust the amount of chemicals required to achieve the correct consistency and a quality end- product.
Installation of a moisture sensor
When choosing a moisture sensor it is important to take into consideration the practicality of physically installing it in the plant, as well as its integration with existing equipment. The most common installation in an asphalt plant comprises two sensors, one on each of the belt feeders for the two finest materials.
A modern sensor should be able to take many moisture readings each second and should be fully compensated against fluctuations in material and ambient temperatures. Ease of installation and calibration and accuracy of measurements must also be taken into account.
Hydronix digital microwave moisture sensors take 25 readings per second, allowing them to measure changes in moisture immediately. Integration with the customer’s control system is simple, via the use of standard analogue outputs, and full communication with the control system is also available via digital communications (RS485/RS232).
New moisture control technology for RAP in WMA
With more than 30 years’ experience in moisture measurement and control, Hydronix Ltd have been working with asphalt automation companies in the UK to bring a new, automated method of moisture control into the industry. The Hydro-Control CA, which is specifically designed for WMA production, is in the final stages of development and will be undergoing field trials shortly.
The Hydro-Control CA is a stand-alone moisture-control system that works with Hydronix moisture sensors to accurately measure and adjust moisture levels in RAP. Positioned on a conveyor, the sensors measure the moisture levels of the incoming material and then the Hydro-Control CA automatically adjusts the water flow rate to ensure that the moisture content of the outgoing material is adjusted to a pre-specified target.
The system has versatile configuration options to suit different plant designs, can be used either in batched or continuous plants, and will work with either one or two Hydronix moisture sensor, as follows:
Moisture sensor installed before the spray bar:
This is a feed-forward option, with the moisture sensor installed before the spray bar. The sensor measures the moisture in the RAP and sends a signal to the Hydro-Control CA. This calculates a required water flow rate and automatically adjusts the proportional water valve to add the correct amount of moisture to the RAP to achieve the required target.
Moisture sensor installed after the spray bar:
This is a feedback option with the sensor installed after the spray bar. The sensor measures the moisture in the RAP after water addition and compares the current material moisture reading with a pre-set target. If necessary, the Hydro-Control CA adjusts the water flow rate to achieve the required target.
Moisture control using two sensors:
This combines the methods used by both sensors, allowing the system to react quickly to changes in the incoming moisture and make corrections during the process, thereby ensuring a consistent moisture target is achieved.
With other features including an intuitive graphical touch-screen interface, different operating modes, easy system integration into both new and existing systems, and remote support, the Hydro-Control CA should provide asphalt producers with the most accurate and easy method of moisture control.
Conclusion
Moisture is not the only issue that asphalt producers have to contend with to ensure that they comply with the tight economic and environmental constraints they are faced with. However, the introduction of automated moisture control into the system is a simple and cost-effective solution that brings immediate and quantifiable returns.
It is known that accurately determining the moisture content in accordance with AASHTO T255 is not only time-consuming, but also subject to sampling errors, human error, evaporation error and scale error. A reliable moisture sensor, once correctly calibrated, will improve accuracy, reduce human error and should require very little further maintenance, releasing operatives for other tasks.
When choosing a supplier of moisture-measurement equipment, it is recommended that asphalt producers take into consideration the following: the appropriateness of the technology; the durability of the equipment; and the ease of installation and calibration with a view to minimal onward maintenance.
For further details on moisture measurement in asphalt production, visit: www.hydronix.com






