Vibrating Screen Boosts Canadian Aggregates Operation's Productivity
First published in the February 2017 issue of Quarry Management as Sifting Profit Out of Mountains of Sand
Portable vibrating screen boosts Canadian aggregates operation’s productivity and profits
What does an operation do when its profits are buried in millions of tons of sand and its equipment needs to be portable enough to move at a moment’s notice? Working this out is a daily task for Canadian aggregates company Lonesome Prairie Sand & Gravel Ltd.
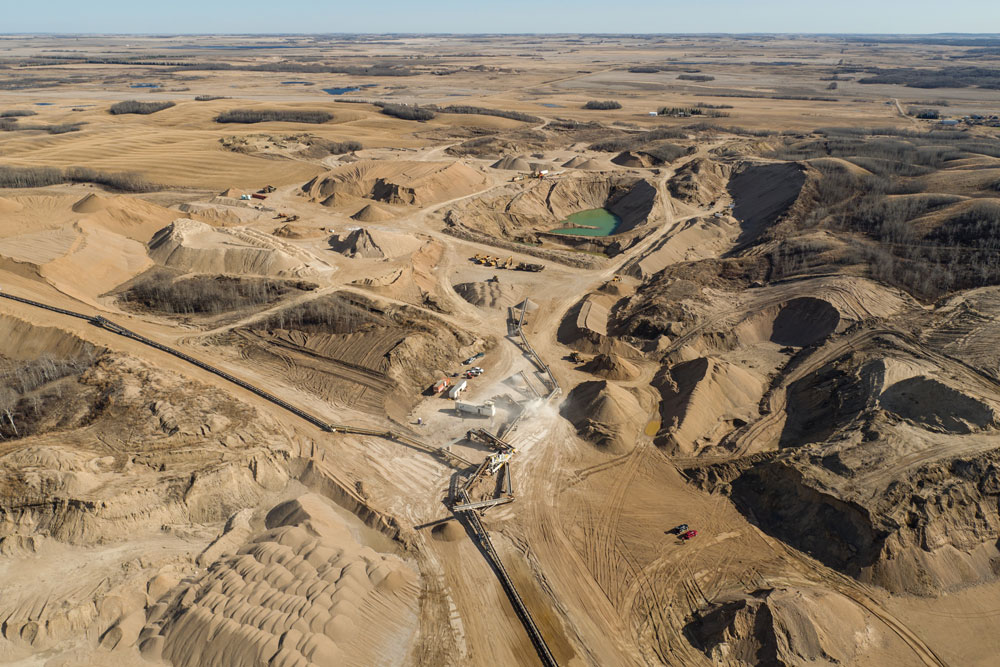
Mountains of sand are especially troublesome for the company’s operation at Big Boy Quarry, in Wakaw, Saskatchewan – one of five pits the company owns and operates. The quarry is unique in that it is far deeper than most sand and gravel pits. The average quarry in the region is 10–30ft deep, but Big Boy is more than 100ft deep. Profits are a challenge because although crews sift through more than 1 million tons of material every year, only around 200,000 to 300,000 tons are sellable aggregates for use in concrete and asphalt. In most circumstances, the quarry would also sell the sand, but because the site is too far from large sand-buying markets, it is only able to sell about 50,000 tons a year, severely limiting profitability.
The site is in western Canada where pits are generally non-sustainable and gravel is becoming ever harder to find, which means most aggregates operations tend to use portable equipment that can be quickly moved to the next job. A single Lonesome Prairie crew can operate in as many as 15 to 20 pits a year, spending anywhere from two weeks to two months in a single location, so it is important that they are able to set up, take down and transport everything as quickly as possible.
Lonesome Prairie had been using two portable vibrating screens at the Wakaw location, but the equipment was not holding up to the conditions, causing a reduction in performance and productivity. The sandy environment required screening equipment that not only produced maximum amounts of sellable rock, but also stood up to blinding and surging to eliminate material contamination. The existing machines regularly bogged down, leading to sand going through the crushers and contaminating the sellable material, resulting in wasted product and lost profit.
In order to maximize yields, the operation used screen media with opening sizes as large as 7mm, 8mm or 9mm and overloaded the screens with as much as 5,000 tons of material a day. The larger opening sizes meant smaller rock particles – about 5–8% of the sellable material – were falling through with the sand that the operation considers as waste material. The issue was costing Lonesome Prairie about US$200 an hour in production losses. The larger openings were a quick fix for the material surges and blinding problems that are often exacerbated by the weather. Regular rain, frost and snow dampen the sand, contributing to material clumping together and blinding the screen media.
Moreover, lower production rates and lost revenue were compounded by increased maintenance costs. The sand caused the vibrating screens to wear quickly, resulting in near continuous replacement of the screen media. Crews had to change the media every two weeks, resulting in 2–3h of downtime and around 1,000–1,500 tons of lost production for each change-out.
‘The various issues were frustrating for our crew and our customers,’ said Henry Derksen, Lonesome Prairie Sand & Gravel’s operations manager. ‘Contamination meant our material wasn’t as clean as it should be and we were concerned the issues would drive away our buyers. Production amounts were also not as high as we wanted them to be. We were tired of throwing away rock, so we began looking for a solution.’
Lonesome Prairie’s management approached Hikon Industries, an equipment manufacturer and supplier they work with regularly, and explained what they were looking for: namely, a user-friendly, portable vibrating screen that would meet production requirements and be manufactured out of as many modular components as possible to allow for inexpensive repair.
Lonesome Prairie provided their desired tons/hour, gradation samples and other specifications, and Hikon started looking for a vibrating screen to match. They talked to several manufacturers, including Haver & Boecker – a company they had worked with in the past and knew had a reputation for building high-quality equipment and listening to customers’ needs. Hikon were also aware of Haver & Boecker’s Tyler F-Class vibrating screen, which features an advanced double-eccentric shaft design supported by four high-performance, double-spherical roller bearings. This technology minimizes structural vibrations and delivers a consistent stroke, virtually eliminating surging, blinding, pegging and material contamination. Hikon and Haver & Boecker agreed to work together and started to design a Tyler F-Class portable plant.
‘There are quite a few off-the-shelf portable vibrating screens out there,’ said David Hildebrandt, president of Hikon Industries. ‘They’re often less expensive to purchase but rarely fine-tuned to an individual pit. The customization we do to match each application is important to achieve the highest levels of productivity and profitability.’
Hikon custom built the new chassis around the 6ft x 20ft, three-deck F-Class screen, while Haver & Boecker engineers factored in the desired tonnage and the material that Lonesome Prairie process to determine what the machine’s stroke and speed should be, as well as general mounting guidelines. Acting on feedback from the aggregates company, Hikon also included a specially sized jaw crusher on the chassis. Lonesome Prairie also requested that the bottom deck of the vibrating screen be end-tensioned. In the company’s operations, this design results in longer-lasting screen media and 30% more productivity than side-tensioned machines.
Unlike many portable systems, the finished system was inclined rather than horizontal, allowing for a higher production capacity. The machine included a hydraulic system to lift and position the vibrating screen at the optimal angle. The F-Class utilizes a base frame that attaches to the chassis. Crews use the hydraulic system to set up the portable vibrating screen in less than half an hour, with the entire plant – including conveyors and other ancillary equipment – taking about half a day. The same task can take around two weeks for fixed equipment – a period of time Henry Derksen said could result in a loss of about US$300,000 in production during the busy season for a round-the-clock, seven-days-a-week operation.
The F-Class portable plant arrived at Big Boy Quarry in April 2016 and Lonesome Prairie began testing immediately. They were sceptical of the results the manufacturers had promised, thinking they were too good to be true, especially given the warm, dry weather during initial testing. Any doubts soon vanished, however, when they found the single vibrating screen increased aggregates production by around 25%, even as rain came and went. The improved screening action allowed the operation to maintain the required production rates while using screen media with an open area of about 4mm, thereby preventing wastage of the smaller sellable material the company had previously been losing when using larger open-area media.
‘Price can be a problem in western Canada because our competitive market often calls for cheaper equipment that fits the budget. But despite the higher price tag, I have no doubts we’re improving profits with this machine,’ said Mr Derksen. ‘We couldn’t believe our eyes; even bad weather didn’t faze it. People don’t believe us when we tell them our costs are so much lower and we’re getting more productivity out of one 6ft x 20ft vibrating screen than the 6ft x 20ft and 6ft x 16ft units we were using before.’
According to Mr Derksen, the two previous units together produced about 400 tons/h but were plagued with problems that often resulted in wasted or contaminated material. The F-Class virtually eliminated blinding and maintained consistent g-force during surging. This boosted material processing to 500 tons/h, including approximately 300–350 tons/h of sand with the rest being clean, sellable material. The new machine also dramatically reduced maintenance and contamination problems.
Screen media change-outs were reduced from every two weeks to every six weeks, saving the operation some US$10,000 a month. Replacement times on the end-tensioned bottom deck – which requires the most change-outs – dropped from 2–3h for each change-out to just half an hour, while replacement times for the two upper decks stayed about the same. Mr Derksen said Haver & Boecker technicians assisted in choosing the best screen media combination for his application, which had helped improve wear life and reduce contamination. He also attributed reduced change-outs to the engineering of the F-Class deck, and the fact that it spreads material better than other machines. In addition, Mr Derksen said Haver & Boecker technicians followed up with pulse vibration analysis to ensure the machine was running to factory specifications.
‘We’re always looking for ways to improve our customers’ profits and productivity,’ said Haver & Boecker certified sales manager Steven Cwiak. ‘Whether it involves working with another company on a custom vibrating screen, helping to choose the best screen media for a job or solving maintenance challenges, we’ll never shy away from finding the best solution for our customers.’
The F-Class portable plant will stay at Big Boy for some time unless Lonesome Prairie encounter similar sand and productivity problems elsewhere. Looking ahead, given the success Mr Derksen has seen so far, he anticipates a fast return on investment. Moreover, he says he now knows who to call to solve problems that prevent his operation from getting the most out of its mountains of sand.
- Subscribe to Quarry Management, the monthly journal for the mineral products industry, to read articles before they appear on Agg-Net.com






