Drive Time
Mechanical or hydraulic? CMB International examine the best method of driving a mobile crushing plant
What is the best method of driving a mobile crushing plant? This is a topic of discussion that is guaranteed to provoke disagreement among design engineers and confusion among crushing plant users alike. But why, and what separates the mechanical and hydraulic methods? In this article, CMB International Ltd offer some insight to this often asked question.
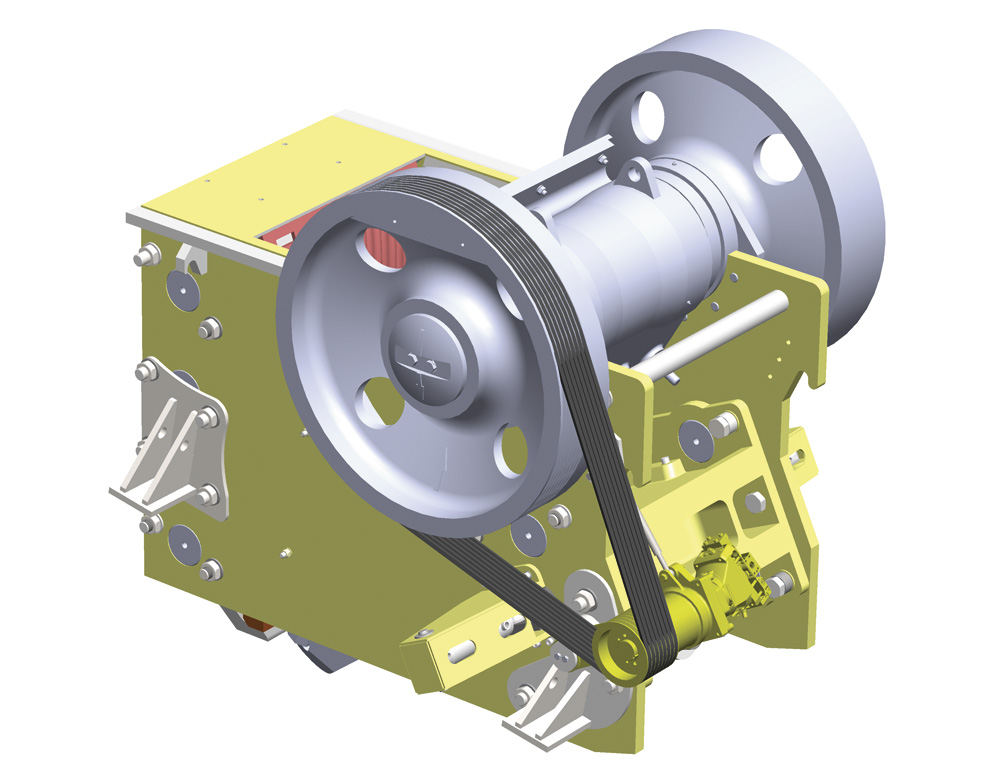
Traditionally, the crusher would be vee-belt driven directly from the diesel prime mover, decoupled by a mechanical clutch. Owing to the immense inertia of the flywheels it would be necessary for the operator to fiddle the clutch lever in order to coax the machine to start without stalling the engine.
This worked reasonably well and, in many cases, is still a good solution if a few starts a day and low throughput are all that is required. However, the market is now crowded with other solutions all claiming to be the best method, and it can be confusing for plant users to know what will work best for them.
Omitting torque converters and hybrid diesel-electric drive solutions, which have niche applications but are not in widespread use due to their cost, the industry gravitates around dry-plate clutch and hydraulic drives.
Mechanical drive
In terms of absolute efficiency, the dry-plate clutch has the lowest power loss of all methods, if the only consideration is that of fuel burn. However, on the downside, the trade-off is pure efficiency versus functionality.
To offer a ‘soft-start’ clutch engagement, computer-controlled pilot systems are now the norm for modulating or ‘fiddling’ the engagement (as the operator used to do manually). As every start raises the clutch plate temperature, its thermal capacity limits the permissible number of starts per hour. Also, torsional vibration from the engine can cause ‘micro-slips’, which raise the running temperature and can lead to premature failure.
Depending on the arrangement of the clutch main-shaft bearings, limited side-load capacity can leave the clutch and engine sensitive to over-tensioning of the drive belts, and as the drive belts have to be tensioned by moving the entire engine pack, correct tensioning can be difficult. Also, the direct vee-belt drive limits the available positions for the engine installation.
Mobile plant processing varying feed size and quality can be prone to blockages, and the crushing chamber of a direct-drive machine will have to be cleared manually should such a blockage occur. If an attempt to start a blocked crusher is made by clutch engagement, serious damage may result. While some machines are able to open the setting to discharge some of the blocking material, it is still unlikely that a re-start will be possible without manual intervention.
The dry-plate clutch occupies the primary power take-off on the prime mover. A tracked mobile plant will require an additional high-torque power take-off to drive the track pumps. This has led to some ingenious designs to accommodate the additional requirement for power take-off by way of external drive splitter boxes, crankshaft nose power take-offs and even forward belt drive and cardan shafts. Original equipment accessory drives which are fitted behind the engine bellhousing raise the pumps to a high level, making it difficult to properly flood feed the pump inlet port and leading to cavitation in cold weather.
It should also be remembered that the crusher drive is only a part of the whole system. A wasteful auxiliary drive system can easily lose any efficiency advantage gained by the crusher drive method.
Hydraulic drive
Hydraulic drives have been used for crusher drive applications for some time by several major manufacturers and have a good history of success. The major benefits of a hydraulic system relate to greater flexibility in both control and operation.
While the OEM cost of a hydraulic transmission system can exceed that of a dry-plate clutch, the main system pump will supply hydraulic power to both the crusher and the tracks. The main pump occupies the primary power take-off on the prime mover and no secondary high-torque power take-off is required, resulting in a very compact installation.
As the crusher drive is indirect, the engine and pump assembly location is not constrained by the drive train. Consequently, the engine may be mounted in the best position and orientation for effective operation and maintenance.
Modern transmission pumps can be controlled precisely by an on-board computerized system. When starting the crushing plant, the flywheels can be accelerated up to speed over several seconds almost silently and without imposing excessive load on the engine. The control system monitors the engine working parameters in real time and if the power draw becomes excessive, the pump delivery can be reduced to allow maximum productivity to continue uninterrupted.
What is the difference between hydraulic and hydrostatic drive? Essentially, a conventional open-loop hydraulic system draws oil from a reservoir, through a high-pressure pump, and then drives the motor. The return flow from the motor passes directly back to the reservoir. This technique allows the motor to be reversed, using a directional control valve, and protected from overload by a pressure relief valve. This arrangement is shown in figure 1a.
In a hydrostatic system, high-pressure oil from the pump passes to the motor and then returns to the inlet of the pump in a continuous closed loop. This means that if the load tries to run faster than the pump, the engine is used as a brake to maintain control. By these means, the crusher can not only be driven by the system, but also slowed and stopped. This arrangement is shown in figure 1b.
A further advantage of the hydrostatic system is that the pumps can be infinitely regulated directly by the machine’s on-board computer, making the system highly controllable.
Typically, when a mobile crushing plant is shut down, the flywheels continue to rotate for several minutes, slowly dissipating their stored energy. Having smoothly accelerated the flywheels to working speed, the hydrostatic drive system can bring them smoothly to a stop in just a few seconds. An additional benefit of this degree of control is that ‘emergency stop’ can mean just that, bringing the entire plant safely to a standstill in a few seconds.
Having stopped the machine in an emergency, the jaw will be left full of rock. A clutch drive machine would now have to be manually cleared; however, the hydraulic machine can reverse jaw rotation and start up, with the jaws still full, without danger of damage. Clearing a blockage is considered to be one of the most dangerous procedures when operating a crushing plant. With hydraulic blockage clearance it becomes a routine that can be performed remotely and with reduced danger. The reverse crushing action can also be used for crushing delicate materials, such as asphalt, which are susceptible to packing.
Precise control also manifests itself in machine tracking. A heavy plant can now be steered by varying the speed of each track independently, as well as by slewing on the spot. It is not necessary to constantly shock the plant by slewing motions in order negotiate a curve in the roadway; it can be steered by running one track faster than the other.
Given the degree of electronic control involved, to assist the operator a direct data link may be fitted to allow remote access by the manufacturer. Not only can performance data be recovered to assist in breakdown situations, but, if necessary, modifications can be made to the programming to adapt the machine’s performance to suit the operator’s requirements.
But what is the downside? Hydraulic machines are often accused of inefficiency, but a well-designed system can offer advantages which offset any reduction in overall efficiency. It is true that the efficiency of a simple gear pump and motor combination, when hot and heavily loaded, can be reduced to 50–60%; however, a modern axial piston transmission pump/motor is quite different. Individual component efficiency can be well in excess of 90%, providing the system is well designed and thermal management is effective, as the system is most efficient over a small range of oil temperatures.
Older open-loop transmissions were filled with over 1,000 litres of oil, which was frequently dumped and replenished. This is no longer the case; state-of-the-art closed-loop hydrostatic drives have a much lower reservoir capacity and, rather than adopt a filter and oil-replacement system based on hours run or months of service, condition-based maintenance based on oil sampling can significantly reduce maintenance costs.
Conclusion
As dry-plate clutch technology continues to develop with intelligent engagement systems and improved bearing capacity, the attractions of an efficient transmission
system are clear, providing the entire plant has been optimized for maximum efficiency.
However, hydraulic systems offer greatly improved functionality and durability with very little routine mechanical maintenance and will continue to appeal, especially the new-generation hydrostatic machines that enjoy enhanced control and safety features, which are unavailable on mechanically driven machines.
For further information contact CMB International Ltd on tel: (01530) 563600; fax: (01530) 563900; email: sales@cmb.uk.com; or visit: www.cmb.uk.com





